


Did you know that 90% of all goods currently manufactured in the world contain at least one cast metal detail? Liquid metal can be cast into almost any shape, so metal casting is one of the most widespread technologies – and among the oldest.
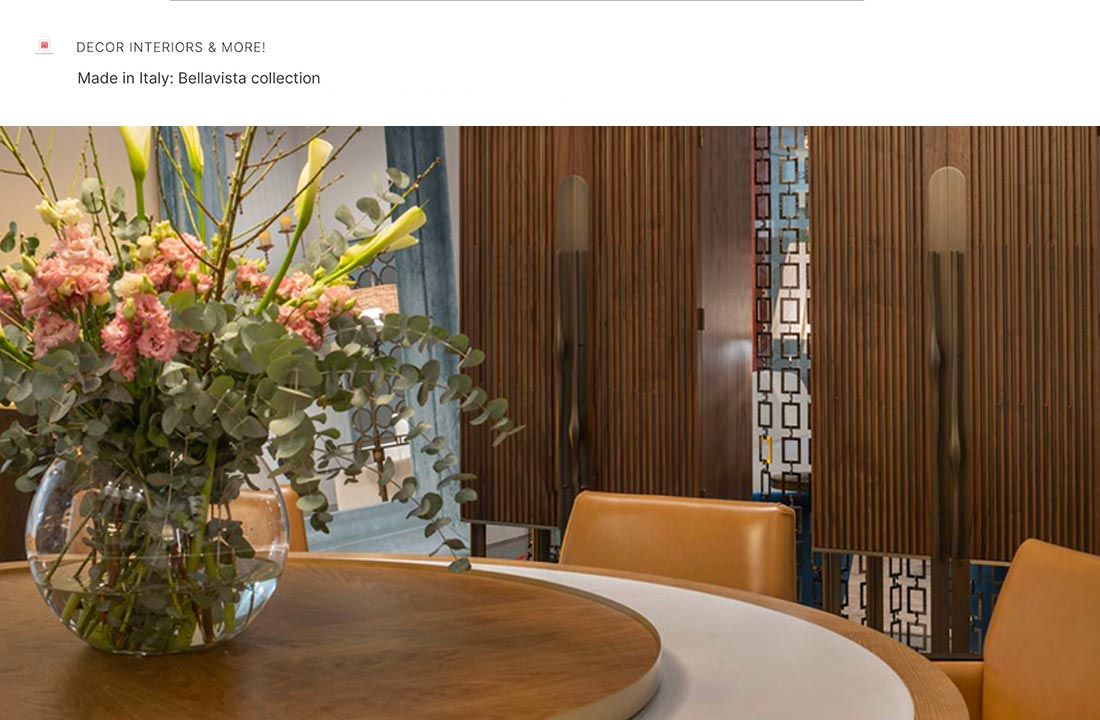
Cast metal parts are very popular with furniture designers and makers. Handles, details and decorative elements made of cast metal make a furniture piece look chic and stylish. Bellavista Collection, the modern Italian brand famous for its Italian luxury furniture, offers a lot of furniture pieces with cast metal elements. Also, cast metal statuettes, wall decorations and other items from Bellavista are indispensable for interior designers as well as all people who want their homes to look truly unique.
When it comes to metal for furniture details, brass and bronze always have been – and still are – among the favorites. Some of their characteristics make these metal alloys fairly simple to cast, even using simple equipment. Believe it or not, there are casting techniques that date back to as long ago as 5,000 B.C! One of such technologies – lost wax casting – was briefly described in the previous article. This one is devoted to one more casting technology that is centuries old. It’s sand casting, also known as sand molded casting.
A copper frog excavated in Mesopotamia, which is said to date back to 3 200 B.C. is the earliest artifact made using a technology similar to sand-casting (clay casting, to be more precise). A lot of water has flowed under the bridge since then, but the very core of sand casting technology survived.
The modernized variant of ancient sand-casting technology is now used almost everywhere. In fact, more than 70% of all cast details are produced by means of sand casting process.
Other casting processes include investment casting (industrial process based on lost-wax casting), lost foam casting, centrifugal casting, permanent mold casting, die casting, rapid casting, vacuum casting, shell mold casting, and some others.
Sand Casting: What’s Going on in a Foundry
To cut the long story short, sand casting process consists of a few basic steps. First, a sand mold is prepared and assembled, then a foundry worker carefully pours liquid metal inside. What is left is to allow it to cool and break the mold away and remove the cast detail. Well, actually, this technique is much more complex than its description reads. There are lots of tricks and know-how that can make all the difference. That’s why a skilled foundry man should know a lot.
A sand mold is a one-use thing (the sand it is packed with can be reused, though). A typical mold for sand castings consists of two halves, called cope (the top half) and drag (the bottom one). A frame usually made of wood or metal that contains the molding sand is called flask. Flask supports the sand when liquid metal is poured into the mold (however, flaskless casting techniques exist as well).
To create a mold, a worker starts with covering a pattern (a replica of the object to be cast) with special moist material called green sand.
The goal is to make a cavity, where molten metal will be poured afterwards. The sand is compacted carefully, and a gating system is added for the metal to reach the cavity. A number of relatively small parts can share one mold and be cast at the same time.
Patterns can be made of various materials, including wood, plastics or metal. As for “green sand”, it is a material that, firstly, is not green in color, and, secondly, is not just sand. Green sand is actually a mixture of several ingredients. This mix mostly contains… well, sand (from 75 to 85%), which can be silica, chromite, or zircon. Other components typically include bentonite (a certain kind of clay), water, inert sludge, and a little bit of coal.
A gating system consists of passageways in the sand, through which molten metal flows into the cavity. It has of a pouring cup, a sprue (a vertical channel), and the runners (horizontal ones). ‘Gates’ are the spots where molten metal from the runners enters the mold cavity (that’s why the entire system is called ‘gating’). Gases and air escape from the mold through vents.
When the mold is prepared, workers remove the cope from the drag and carefully take the pattern out of the mold. After this, the cavity is often lubricated with various mold washes in order to easily remove the future casting. The halves of mold are closed and clamped together tightly.
Pouring molten metal into the mold is a skilled task, which is pretty risky. The foundry worker has to fill the ladle with metal, transport it to the sand mold and pour the metal into the mold slowly without spilling a drop. What’s more, the mold must be filled in one pour, so that all the metal cools at the same rate. Otherwise, the cast may turn out to be waste.
Those who work with liquid metal always remember that most metals and alloys melt at high temperatures. For example, such alloys as brass and bronze melt at 900 to 940 °C (1,650 to 1,720 °F) and 950 °C (1,742 °F) respectively. There are metals with much higher melting points. It means that workers should be very cautious when dealing with molten metals and wear proper protective equipment.
After the casting cools down (which could take several hours or more, depending on its size), the sand mold is broken down to take the casting out. This process is called shakeout.
The last step is called trimming, and it includes cutting or sawing away excessive material. Finally, the detail is grinded, polished, patinated, if necessary. In other words, at this stage the brass or bronze cast turns into a stylish decorative element, or a smart statuette, or an elegant handle for furniture, which masters from Bellavista collection are well-known for.