


People have always valued eye appeal of their interiors no less than their functionality. Since ancient times, furniture makers have strived to decorate their items beautifully. Nowadays aesthetic value of furnishings is of great importance as well. Stylish and comfortable furniture enables us to create a cozy interior, which can tell a lot about personality, tastes and lifestyle of its owner.
Besides, fashionable, well-thought-of interior is impossible without tastefully selected decorative items, which should be in harmony with the decoration of furniture and the overall design of the room.
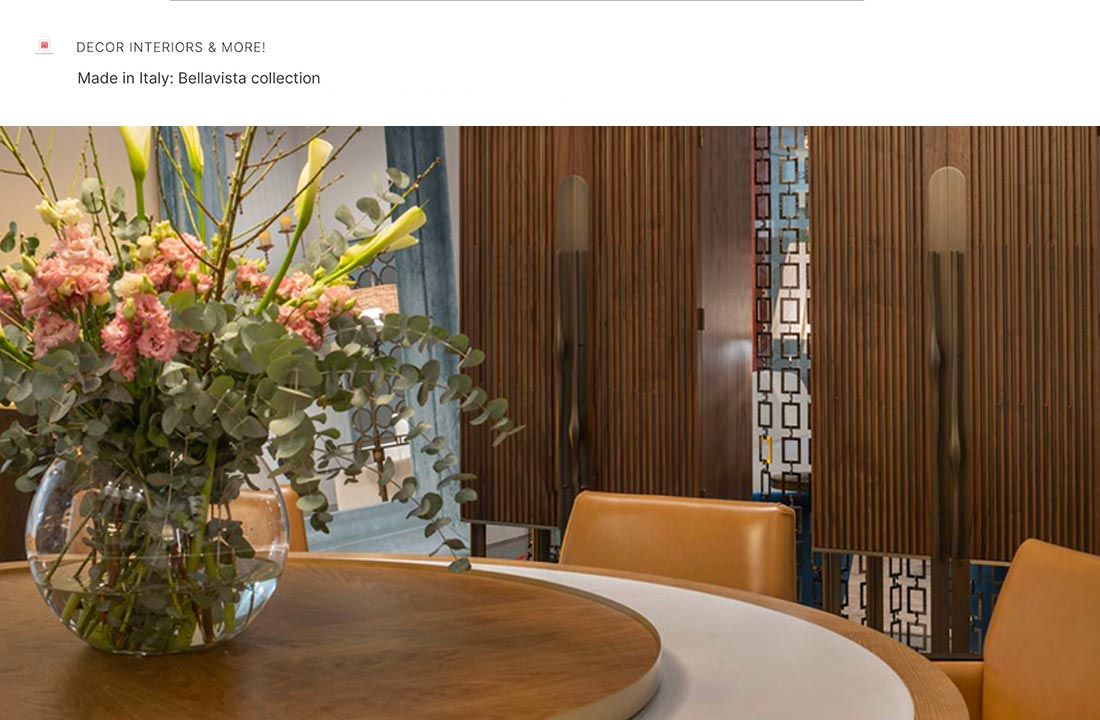
Wood Plus Metal Equals Elegance
For centuries, bronze and brass have been loved as materials for décor. Furniture makers all over the world appreciated these alloys as well. Thanks to special decorative furniture elements and fittings, interior of residential and office buildings becomes chic and elegant. And, of course, products made of natural bronze and brass are indispensable for decorating custom-made furniture made of fine woods. That is why Bellavista Collection – the brand famous for its Italian luxury furniture – makes the most of details and accessories made of cast metal.
Bronze and Brass Casting: 7,000 years of Use
To create their remarkable decorative elements, fittings for furniture and statuettes, figure-casters from Bellavista prefer bronze and brass – the two oldest metal alloys known to humankind. The earliest known artifacts made of cast bronze and brass date back to the 5th millennium BC. So, we can well say that foundry is among the oldest crafts.
Both alloys were popular materials since antiquity thanks to their relatively low melting points, which made bronze and brass relatively easy to cast. Brass melts at 900 to 940 °C (1,650 to 1,720 °F), and bronze at 950 °C (1,742 °F), depending on chemical composition of each alloy.
As you probably know, brass is an alloy made mostly of copper and zinc. Bronze consists mostly of copper and tin. Both alloys may include small amounts of other elements, such as lead, arsenic, phosphorus, manganese, aluminium, and silicon. Ancient craftsmen didn’t know chemistry but they managed to develop technologies and know-how that survived up to now.
The oldest casting technique still in use is called lost-wax casting; the modern industrial method based on it is now known as investment casting. Lost-wax casting has been used for millennia all over the world – from Ancient Sumer and Egypt to India and China.
How It’s Made
Metal casting is a complex, meticulous work which requires great accuracy at every stage of the process, from preparation of the form to casting itself.
Casting of, say, a sculpture begins with… creating a sculpture. A sculptor makes a replica of the original sculpture out of wood, plaster, clay, or some other material (there are lots of them available). Stone or metal figures can also be used to create their cast metal copies. The figure is coated with special lubricant, so that it easily slips out of the rubber mold later. Then silicon rubber applied onto it layer by layer and is left to dry each time. To support flexible rubber, a stiff plaster ‘jacket’ is used. It’s called ‘mother mold’.
Molds of sculptures often consist of a few parts. For example, a head of a sculpture can be one part, one more is for a torso, yet another is for a leg, et cetera. So, making a mold may take plenty of time. When the mold is ready, it is left to dry and the original is removed from it.
The next step is making a hollow wax replica. Molten beeswax is poured into the mold and away, so that wax evenly coats the inner walls of the mold. Several coats of beeswax make a hollow wax model of the original sculpture. Then the replica is cooled down and removed from the mold. Each future cast sculpture will need a separate wax model. If there are ten sculptures to be cast, ten wax replicas should be made using the same mold.
After correcting imperfections in the surface, a wax pouring cup as well as a system of wax rods (so-called sprues) are attached to the wax replica. They will be used to pour molten metal through. Now it’s time to make a ceramic shell for each wax model. It’s dipped into a special liquid called slurry and coated with heat resistant sand called stucco. Each of these coats is left to dry before applying another one, so the process can be pretty time-consuming. As a rule, such a shell needs from 6 to 12 coats.
When the shell is complete, it is placed into an autoclave, i.e. a high-pressure oven. High temperature and pressure make the wax melt out from the shell, i.e. it gets lost. That’s where the name of the technology – lost-wax casting – comes from.
Then the casting itself takes place: molten bronze or brass is poured into the ceramic shell. Foundry workers take the crucible with liquid metal out of the heating furnace and pour the bronze or brass precisely into the shell. After cooling down for a few hours, the ceramic shell is broken off, and the bronze or brass sculpture is cautiously taken out. The sprues are cut or sawed away.
The process of finishing the surface is called metal chasing. It includes sand-blasting and grounding to remove any imperfections. Sometimes, metal is treated with various chemicals to color it. For example, oxidizing the metal surface is called patinization, i.e. applying artificial patina. It makes the sculpture look older and more attractive.
That’s how cast metal sculptures from Bellavista are made. Each of these nice-looking hippopotamuses, rhinoceroses, greyhounds, or horses took plenty of time and effort to create. Now they are ready to enliven your interior – or make a great present.
As you can see, foundry casting work is incredibly interesting topic. Lost-wax casting we briefly described here is just one of the existing casting technologies. That’s why, this article starts a series. The next article will be devoted to sand casting – the most widely applied casting technique in the world. Soon you’ll learn how cast metal details ranging from less than 100 grams to a few tons can be efficiently made using sand casting.